欢迎访问石家庄正通机电设备有限公司官网! 联系电话:0311-85321102
欢迎访问石家庄正通机电设备有限公司官网! 联系电话:0311-85321102


微信公众号
版权所有:石家庄正通机电设备有限公司

石家庄正通机电设备有限公司
电话:0311-85321102 邮箱:sjzzt@163.com
地址:石家庄经济技术开发区丰产路6号

手机网站
友情链接:
机械加工中工件内应力引起的误差
内应力是指当外部载荷去除后,仍残存在工件内部的应力,也称残余应力。工件经铸造、锻造或切削加工后,内部存在的各个内应力互相平衡,可以保持形状精度的暂时稳定。但它的内部组织有强烈的要恢复到一种稳定的没有内应力状态的趋势,一旦外界条件产生变化,如环境温度的改变、继续进行切削加工、受到撞击等,内应力的暂时平衡就会被打破而进行重新分布,这时工件将产生变形,从而破坏原有的精度。如果把具有内应力的重要零件安装到机器上,在机器的使用过程中也会产生变形,影响整台机器的使用性能。因此,必须对内应力产生的原因进行分析,并采取有效措施消除内应力的不良影响。
产生内应力的原因及所引起的加工误差
(1)毛坯制造中产生的内应力 在铸、锻、焊及热处理等热加工过程中,由于工件各部分冷却收缩不均匀以及金相组织转变时的体积变化,使毛坯内部产生了很大的内应力。毛坯的结构愈复杂,各部分壁厚愈不均匀,散热的条件差别愈大,毛坯内部产生的内应力也愈大。
图11-11a所示为一个壁厚不匀的铸件。在浇铸后的冷却过程中,由于壁1和壁2处比较薄,散热较易,所以冷却较快,壁3处较厚,冷却较慢。当壁1和壁2从塑性状态冷却到弹性状态时(约620℃),壁3的温度还比较高,处于塑性状态。所以壁1和壁2收缩时壁3不起牵制作用,铸件内部不产生内应力。但当壁3冷却到弹性状态时,壁1和壁2的温度已经降低很多,收缩速度已经变慢,而这时壁3收缩较快,就受到了壁1和壁2的阻碍。因此,壁3产生了拉应力,壁1和壁2产生了压应力,形成了相互平衡的状态。
如图11-11b所示,如果在铸件壁2上开一个缺口,则壁2的压应力消失,铸件在壁3和壁1的内应力作用下,壁3收缩,壁1被拉,发生弯曲变形,直至内应力重新分布,达到新的平衡为止。一般情况下,各种铸件都难免产生冷却不均匀而形成的内应力。
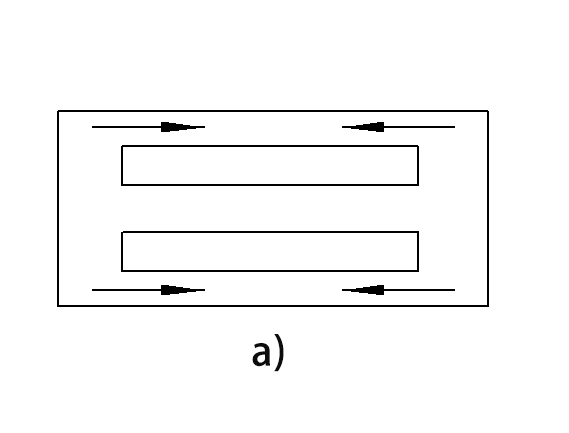
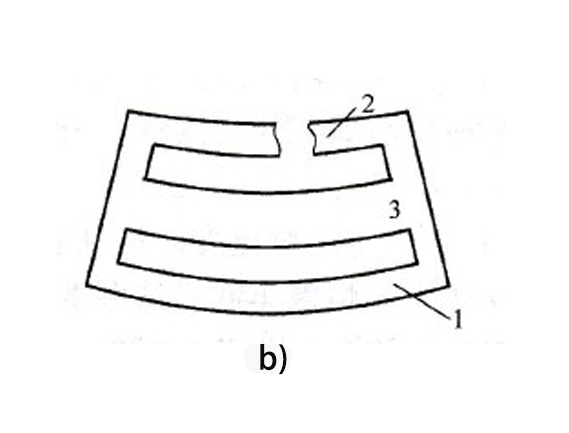
图11-11 铸件内应力引起的变形